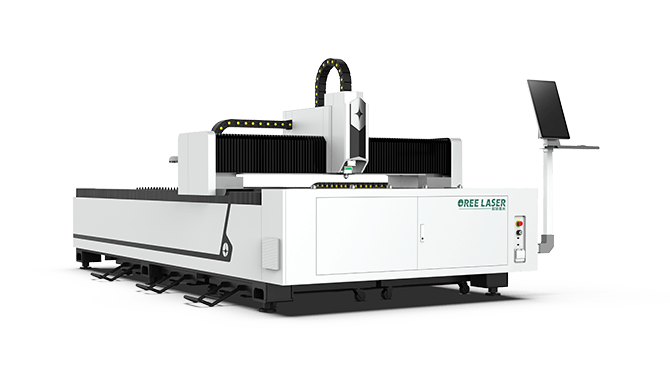
Undertake the first two articles on the repair of wearing parts of Oreelaser cutting machine, today we will bring you the protection of protective lenses in laser cutting machines and the solutions to common problems.
As the name suggests, protective lenses are protective the laser cutting head, to prevent dust and slag splash damage to the internal lens of the laser head, is a necessary small original.

The price of protective lenses on the market varies from dozens of RMB to hundreds of RMB, and the quality is not the same.
If the lens is improperly selected, it will cause large laser loss, frequent damage to the protection lens and unstable product quality, causing losses to the enterprise. Oreelaser is equipped with professional coating laser head protection lenses according to different powers to ensure its own light transmittance and ensure other the safety and cleanliness of optical lenses and the safety of laser heads.
In addition, we need to pay attention to the fact that the laser head protection lens is a wearing part, but in order to improve the utilization rate and reduce the production cost, the lens can be cleaned by timing to achieve the purpose of recycling. The following are three cleaning steps:
1. Oreelaser protection lens material is zinc arsenic, which is relatively brittle and afraid of falling; it should be noted when disassembling: it should not be too hard, and it can not collide with hard objects. There is anti-reflection film on the surface, which is afraid of pollution, fear of moisture, oiliness, and fear of scratching. Therefore, it is required to provide dry and degreasing air in the work. Do not directly handle the laser cutting machine to protect the lens, because skin grease will produce permanent damage to the lens surface. Conversely, Oreelaser reminds you that you can wear gloves and its special set to operate. For smaller lenses, it is more convenient to use optical tweezers or vacuum tweezers. No matter how you clip the laser cutter to protect the lens, it can only be clamped along a non-optical surface, such as the frosted edge of the mirror edge.

2. In general, it is necessary to check the protective lenses of the laser cutting machine before and after cleaning. Because most contaminants and surface defects are small in size, our Oreelaser operators often use amplification equipment when inspecting lenses. In addition to amplifying equipment, sometimes we need to use a relatively bright light to illuminate the optical surface, enhancing the specular reflection intensity of surface contaminants and defects, which makes it easier to spot contaminants and defects.

3. When cleaning the protective lenses, always use a clean wipe and optical grade solvent to prevent damage from other contaminants. Wipe paper must be wetted with a suitable solvent and must not be used dry. In consideration of softness, the usable wiping paper is a cotton wiping paper or an applicator such as a cotton ball, a lens paper, and a cotton swab.

The daily maintenance and cleaning of the laser head protective lenses will greatly reduce its loss, but more often because of other undesirable factors to speed up the aging and damage of the protective lenses. The following Oreelaser talk about several common protective mirror problems and their solutions.
1. Laser cutting heads often appear black spots on the lens? Or white dots?
<1> Black dots:
First of all, the black dot components on the protective lenses are mostly slag splash adhered to the lens, so it reflects the importance of regularly checking the cleaning protective lens. If it is not found in time that the lens has black spots stuck, then accumulate over a long period, it will affect the light transmission of the protective mirror, affect the focal length, so that the laser beam can not be well focused on the surface of the sheet, affecting the cutting; much more serious, it will cause the protective mirror to become thin and penetrate, and then lose its protective effect, resulting in damage of the laser head.

Solution :
Generally speaking, black spots on the protective lenses are difficult to remove because the black spots have adhered to the protective lens and invade the protective lens. At this time, the protective mirror is no longer usable, so only the new protective mirror can be replaced.
If you want to slow down the black spot of the protective mirror, you should start from the equipment itself. The most important thing is to reduce the slag splash. To put it bluntly, it is the workpiece cutting quality problems, which need to check the focus, power, auxiliary pressure, combined with the workpiece processing quality of uniform adjustment.
[1] Produces a droplet of tiny regular burrs

Possible cause: 1. Focus position is too low 2. Feed rate is too high
Solution: 1. Raise the focus position 2. Reduce the feed rate
[2] Both sides produce long irregular filamentous burrs, the surface of the large plate discoloration

Possible cause: 1. Focus position is too high 2. Feed rate is too low 3. The auxiliary gas pressure is low 4. The material is hot
Solution: 1. Drop the focus position 2. Increase the feed rate 3. Increase the gas pressure 4. Cooling material
[3] Produces long irregular burrs only on one side of the cutting edge

Possible cause: 1. Focus position is too high 2. Feed rate is too low 3. The auxiliary gas pressure is low 4. Nozzle misalignment
Solution: 1. Drop the focus position 2. Increase the feed rate 3. Increase the gas pressure 4. Centering nozzle
[4] Waste is discharged from above

Possible cause: 1. Feed rate is too high 2. The auxiliary gas pressure is high 3. Power is too high
Solution: Press the pause button immediately to prevent slag from splashing onto the focusing mirror. Increase power and reduce feed rate and pressure
<2> White dots:
The reason for the white point is generally because the cooling water in the cold water tank is not pure, or the air compressor equipped needs to be cleaned. Therefore, Oreelaser recommends that the cooling water should be replaced in time and the air compressor should be cleaned at the same time.
2. Laser cutting head protection lens is easily broken or broken frequency is high

Because the laser energy is huge and the temperature is high during the laser processing, if there are water drops on the protective lens, it is easy to be excessively broken at high temperature.
Then, Oreelaser recommends that you first check the purity and pressure of the auxiliary gas; secondly check whether the laser light path is deviated, whether other lenses are broken or not; check whether the nozzle diameter is too large; finally, it is necessary to check whether the cutting software is reasonably configured for Perforating → blowing →cutting.
3. Laser cutting head protection lens fogging?

Auxiliary gas is generally selected to reduce the cost of air compression gas. However, if you do not pay attention, there may be fogging on the protective mirror. because there may be some water vapor in the compressed air has not been completely discharged, so equipped with an air compressor can not only reduce the cutting cost, but also reduce it. the occurrence of fog phenomenon.
Professional Laser Cutting Machine
Manufacturer - OreeLaser